Robotics & 3D Printing
Businesses have adopted 3D Printing for EOAT (end-of-arm-tooling) and are reaping the business benefits of utilising this technology

Businesses have adopted 3D Printing for EOAT (end-of-arm-tooling) and are reaping the business benefits of utilising this technology
The robotics industry has always had a reputation for jumping head first into technological developments and unlocking the performance improvements on offer. Adopting 3D printing as one of its core manufacturing processes was always bound to happen. This post explores how the industry has secured real-world business key benefits through the use of Multi Jet Fusion technology, a powder-based digital manufacturing method.
End-of-Arm-Tooling (EOAT) is a crucial element of robotic technology, which broadly refers to the equipment which interacts with the parts or components, typically on the end of a robotic manipulator or arm. Examples might include a manufacturing tool like a welding torch, a gripping or positioning mechanism or a computer vision system. The EOAT is the structure that allows robots to perform specific tasks to a high standard of speed, precision and repeatability, with the objective of delivering automation at speed.
A typical end of arm tool might consist of complex assemblies with multiple moving parts, pneumatics, hydraulics and electronics. The variation in layout or visual appearance can be huge, as a large number of industrial EOATs have been designed for a very specific high volume high purpose. High quality and fit-for-purpose end of arm tooling is the vehicle to achieving rapid and repeatable industrial automation in today’s modern production lines.
The considerations when developing new end of arm tooling can be detailed and demanding. Each tool needs to be lightweight, structurally robust enough for its given application, and conform to each unique part it must manipulate. The tool needs to handle the static and dynamic losing placed upon it during rapid completion of a pre-programmed task.
Traditionally, the economic and physical limitations of machining and injection moulding manufacturing processes have resulted in EOAT that is heavy, bulky, generic and inefficient. This, coupled with expensive development cost and long lead times, is a core reason why Robotics quickly adopted 3D printing and specifically multi jet fusion for manufacturing EOAT in specific applications.
The use of HP’s pioneering multi jet fusion technology to manufacture EOAT components and assemblies has brought profound benefits to the industry.
Multi jet fusion produces parts that are fully dense, robust, chemically stable and non-marring, all characteristics that are desirable in EOAT. The use of this technology over CNC machining or injection moulding has greatly improved the performance of industrial tools being developed. In this section of the post, we explore how these improvements have been achieved to ultimately deliver more competitive equipment to a variety of mass production industries.
Every tool can be designed for a specific application, created to fit the surface or parts it is interacting with perfectly. Conformal tooling can maximise contact surface between tool and part, drastically reducing odds of interaction failure and a possible production line halt. Multi jet fusion’s PA12 nylon is a robust, lightweight material ideal for applications where both strength, stiffness and weight are important and need to vary within different parts of the assembly. Through design & simulation software, these parameters can be controlled and manipulated before 3D printing. The fully dense PA12 nylon is also non-marring and impact dampening, making it the perfect material for almost all mass production & automation applications.
Customised and fully personalised tooling for specific applications
Lightweight & robust
Non-marring & impact dampening
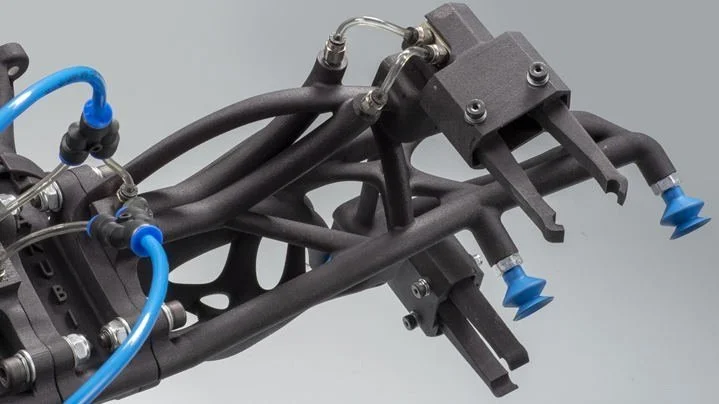
Multi jet fusion (MJF) opens up a wealth of possibilities when designing robotic end of arm tooling. The design freedom afforded by this technology is impossible to match with traditional manufacturing processes like machining and injection moulding, allowing for a multitude of weight saving, design optimisation and integrations of parts within a moving assembly. The average MJF design commonly combines pneumatic internal channels for vacuum suckers within the structural designs of the end effector. Stiffness, strength and weight can all be controlled and manipulated through design software. Mechanical assemblies and sub-assemblies can be printed-in-place removing the need for assembly. Complex lattice structures and generative design can also be utilised to create homogeneous, organic structures that are optimised to performance during dynamic loading whilst keeping weight to an absolute minimum.
All of these features combine to give a step change in improvement to the design of end-of-arm tooling systems.
Integrate internal vacuum channels for pneumatics
Control stiffness and weight through design
Incorporate mechanisms within a single 3D print
Utilise complex geometry and generative design
3D printing as a manufacturing technology affords its users with some obvious advantages over other manufacturing methods. The speed of manufacturing is such that rapid design iterations can take place to quickly develop and optimise a complex solution for high performance end of arm tooling. This speed of design and manufacturing leads to cheaper manufacturing, quicker solution delivery, reduced waste and ultimately a higher performing end product.
Faster solution development cycles
Cheaper manufacturing cost
Reduced waste
There are many exciting examples of multi jet fusion being utilised in a range of manufacturing sectors.
Schmalz is a German company with a global customer base of high volume manufacturing and distributors. It is a market leader in vacuum automation, and has looked to create an end-to-end digital toolkit for other manufacturers to design their own end-effector vacuum systems using MJF technology. They teamed up with Trinckle to create a customisable vacuum gripper application where totally unique gripping systems can be generated and tailored in just minutes.
The app allows a new customer to upload the item their gripper system will be interacting with, and then use this data to generate the gripper geometry, number of vacuum suckers and more. They can generate a personalised, customised gripping system in minutes and then pay for it to be printed with multi jet fusion technology in just a few hours. In this particular application, 3D printing is providing a bridge between software and hardware, delivering automation not just at the production stage, but also at the design and development stage.
IAM3D worked with HP and multi jet fusion to produce a 1-piece full gripper assembly, incorporating all the mechanical movements required for a high volume and high throughput application.
The end effector was manufactured with parts fully consolidated and pneumatic channels built into the structure of the part. That polymer also offers the resiliency allowing the gripper’s spirals to function as springs. The material has proven durable, too. IAM 3D Hub reports it has been used successfully in a pick-and-place operation through one million cycles.
“We’re helping companies look at 3D printing as an alternative way to design, develop and manufacture new, more competitive products,” says IAM3DHub’s Technical and Scientific Director, Magi Galindo. “Robotics are a vital tool for manufacturers who are automating their workflows. Assembly tasks are often unique to the product being made, and as a result the robots themselves must be highly customised.”
Richard Savage spent 15 years in the injection moulding sector, continuously being frustrated by the lack of fit-for-purpose automation within this manufacturing environment. Vacuum suckers need to remove moulded parts of different shapes and sizes for each injection moulding job - having the correct design to fit the large variety of moulded parts created a continuous headache for Richard.
Most EOAT equipment consisted of extruded aluminium kits with holes and bolts for manual adjustment before starting each new batch job. “Those things get adjusted over and over and over,” he explains. “Eventually, the threads start to wear out and the component doesn't hold on anymore. It's really common to see somebody go in with a zip tie and zip tie it in place to get through the production run.” With custom EOAT, the features are fixed in place and don’t move over time, which means no maintenance or adjusting.
Savage Automation now uses FDM technology for prototyping new designs and MJF technology for 3D printing the final product. Savage says he eventually landed on MJF for final printing as you can achieve a fully airtight seal for integrated pneumatics with this technology - whereas leaks can occur with FDM. FDM also has more limitations on design freedom, requires support material to be removed and is less robust.
3D People are experts in 3D printing using MJF and SLS technologies. We continue to work with several businesses within the robotics industry and can advise on the design and development of your robotic solution. We have the capacity to deliver 1000s of end-use components in as little as 3 days.
Get in touch with us today to start the quotation process.