PA12 NYLON (SLS)
3D print using durable, tough polyamide for end-use parts.

3D print using durable, tough polyamide for end-use parts.
PA12 Nylon is a versatile thermoplastic with excellent properties. Tough, stable, temperature and chemically resistant, it is capable of withstanding a variety of environmental conditions faced by end-use components. Fast and economical for short production runs it is frequently used to replace injection moulded parts.
ALSO KNOWN AS
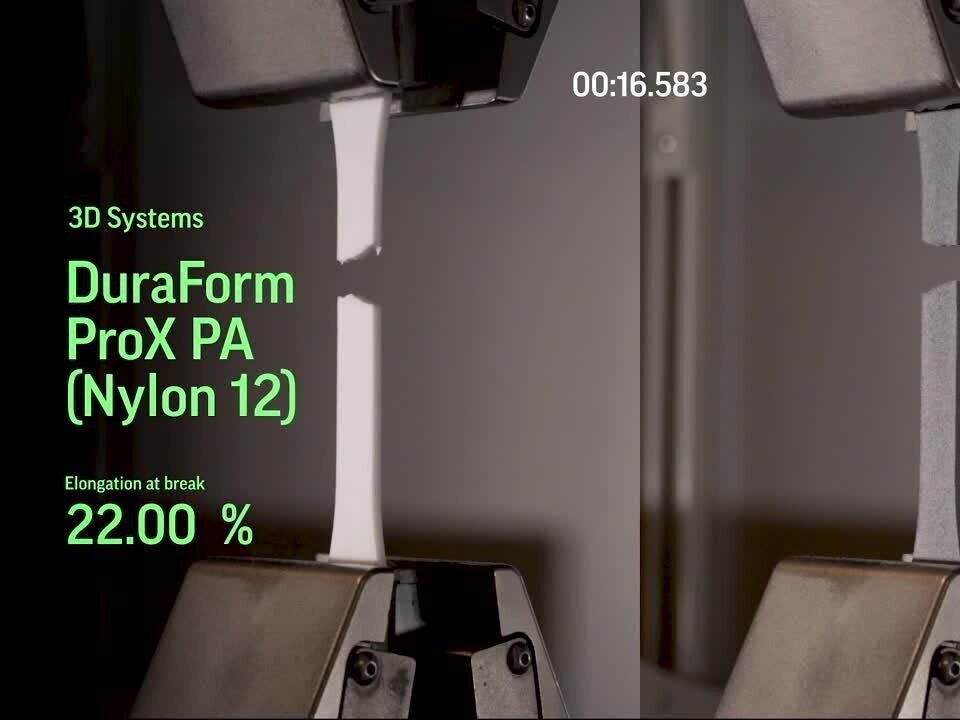
Duraform ProX PA, Polyamide, Nylon 12, PA2200
3D PRINTING TECHNOLOGY
Selective Laser Sintering (SLS)
LEAD TIME
From 2 working days
FINISHES
As Printed, Vibro Polished, Poly Surfaced, Black Dye
COLOURS
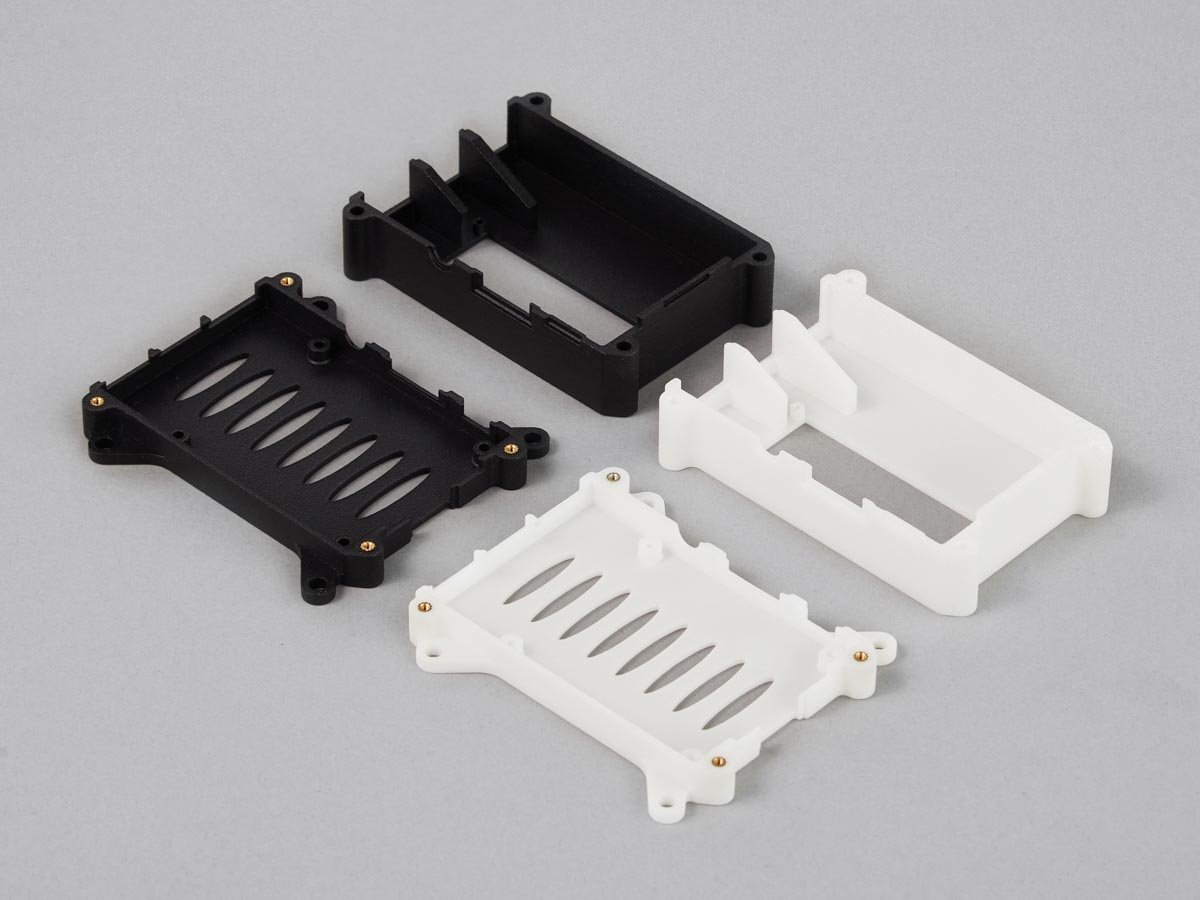
Natural White, Black Dye
PRICE
££££
+ Durable material
+ Smooth surface
+ Additional finishing options
+ Stable in demanding environments
+ Detailed resolution
+ Suitable for end-use parts
+ Chemically resistant
+ Temperature resistant
+ Low coefficient of friction
+ Versatile mechanical properties
+ Biocompatible
+ Food safe
PA12 Nylon is often referred to as a versatile plastic with excellent properties.
Tough material with high impact strength, elongation and durability. It has long term dimensional and mechanical stability and has excellent abrasion resistance.
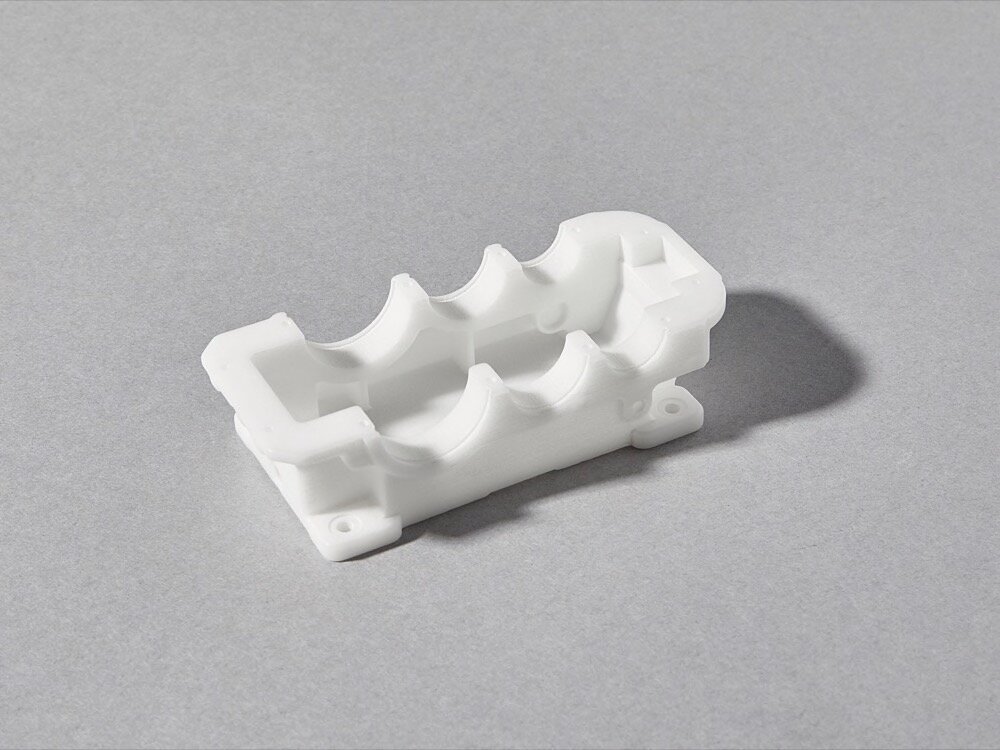
The material is flexible when thin but behaves rigid when thick. 3D printed PA12 Nylon parts with a wall thickness of 1mm will be flexible whilst parts with thicknesses exceeding 5mm will be stiff.
PA12 Nylon has good chemical and weather resistance. The material is non-reactive to water, oils, fats and spirits. Parts are compatible with most paints, primers and adhesives.
PA12 Nylon (SLS) parts have good temperature resistance. Thick parts will remain dimensionally stable in temperatures close to 182 °C while thin parts will start to soften and loose their shape when temperatures exceed 100°C.
PA12 Nylon is a fine white powder in its raw, unprocessed state. The material is processed using SLS technology to form ‘Natural White’ PA12 Nylon parts; this is how all of our SLS parts start their life. Natural White parts undergo several post processes to achieve alternative colours and finishes.
FINISH
The natural sintered material is white in colour with a smooth but grainy surface texture, similar to an extra-strong mint. The surface feels slightly rough to the touch but is smooth in appearance.
FINISH
Embellish your naturally white SLS parts with vibrant colour, enhance the tactile feel and increase resistance to dirt and scratches. Included in the process, shot peening smooths out minor surface irregularities, providing a uniform appearance. The colour penetrates approximately 0.2mm into the surface.
FINISH
Vapour Smoothing reduces the grainy surface texture resulting in a smooth finish. By removing crack initiation points, the process increases elongation at break, impact resistance and fatigue strength. The smoothed surface is sealed, ideal for applications requiring airtight and watertight integrity.
FINISH
Vibro polishing smoothes the grainy surface texture, resulting in a soft finish that is excellent for painting. This process affects external dimensions and rounds sharp edges, so bear this in mind for your design. Additionally, it is not suitable for delicate parts as they may be damaged during the process.
The excellent working properties and low cost of PA12 Nylon makes it ideal for low volume production as well as prototyping.
+ Original Equipment Manufacturing
+ Consumer goods
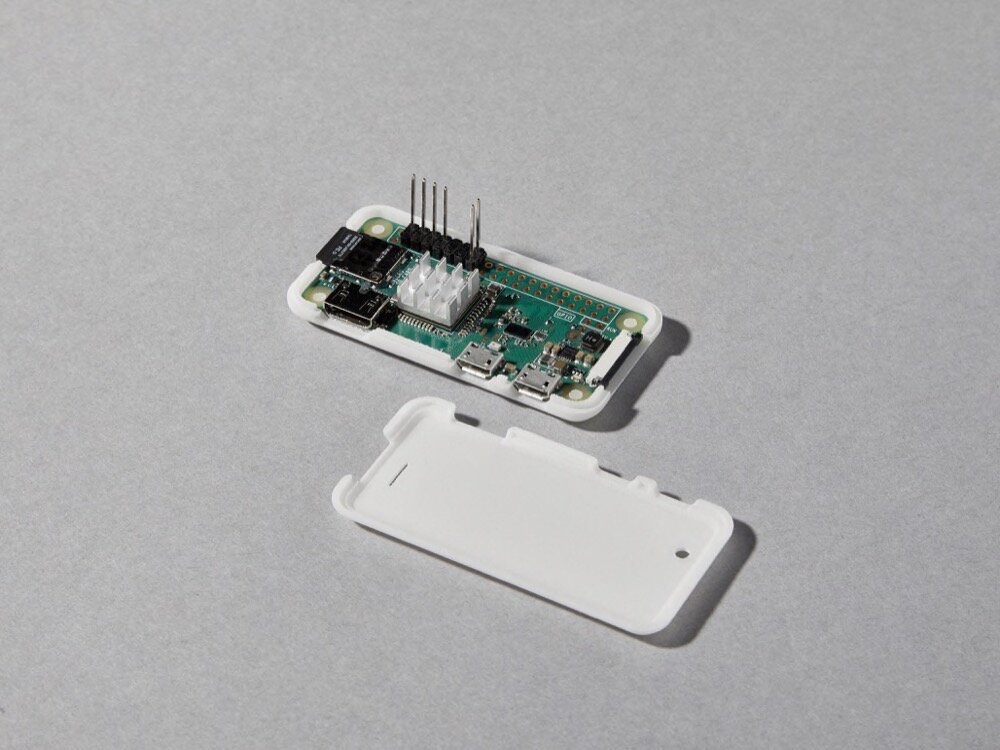
+ Housings and enclosures
+ Snapfits and complex assemblies
+ Fixtures, Fittings, Jigs, Brackets, Connectors, Spacers, Nozzles
Follow this guide to help you keep your PA12 Nylon (SLS) 3D prints in good condition.
The automated blasting process clears loose powder from all shallow holes and channels. You can easily remove any powder trapped in holes with a pin or fine drill bit. Deep tunnels through a part can be tricky; we recommend designing parts without these features.
Our Dyemansion technology completely de-powders parts in seconds. On rare occasions, there can be some excess powder left on the surface of the 3D print. PA12 Nylon parts are dishwasher safe due to the materials' high-temperature resistance.
Dirt can easily attach to the rough surface texture of powder bed fusion parts. We recommend using soap and warm water to clean PA12 Nylon parts. For improved dirt resistance, use Vibro-Polishing / Satin Black finishes.
Over time, white parts change colour with exposure to natural light. While the appearance will slightly yellow, the mechanical properties are mainly unaffected. To mask any colour changes from UV radiation, we recommend using a Satin Black finish.
The PA12 Nylon powder used in SLS 3D printing is an industrial plastic derived mostly from petroleum.
Nylon PA12 and PA11 have similar working properties. PA11 is more elastic and has slightly better impact resistance, whereas PA12 is strong and stiff with better heat resistance. More finishes are available for PA12 as there are more post-processing methods available. PA12 prints more reliably than PA11 and is a cheaper material to manufacture. It is no surprise that it is the most widely used 3D printing material on earth.
MJF PA12 and SLS PA12 have almost identical working properties with companies claiming different results for which is the superior material. The biggest difference is the colour of the material, SLS PA12 is white and MJF PA12 is a speckled grey colour. Besides this, the differences in the performance of parts are down to the printing technology as opposed to the material itself.
Sintered Nylon PA12 is suitable for applications requiring contact with water however the material is slightly porous. Water will not visibly pass through a PA12 Nylon SLS part however after testing the weight of an SLS part submerged in water, we found that the part had absorbed a small amount of the water.
SLS Nylon PA12 (DuraForm ProX PA) is non-toxic and biocompatible. Whilst the raw material itself is food safe, any product produced by 3D People should be tested by the appropriate bodies before use.
PA12 Nylon has fantastic heat deflection properties making it suitable for various environments. The material has a heat deflection temperature of 182 degrees celsius (at 0.42MPa), meaning it should not deform when subjected to temperatures below this.
PA2200 is a EOS brand name for PA12 Nylon (Duraform ProXPA). There are very few differences between different PA12 Nylon brands. Most notably, there is a slight difference in the pigmentation added to PA2200.
3D Printed components produced in Nylon PA12 can be bonded using a range of adhesives including polyurethanes, cyanoacrylates (super glues) and epoxies.
PA12 Nylon (SLS) is an unreactive material compatible with most paints and primers. We recommend Vibro-polishing parts before painting with acrylic-based spray paint.
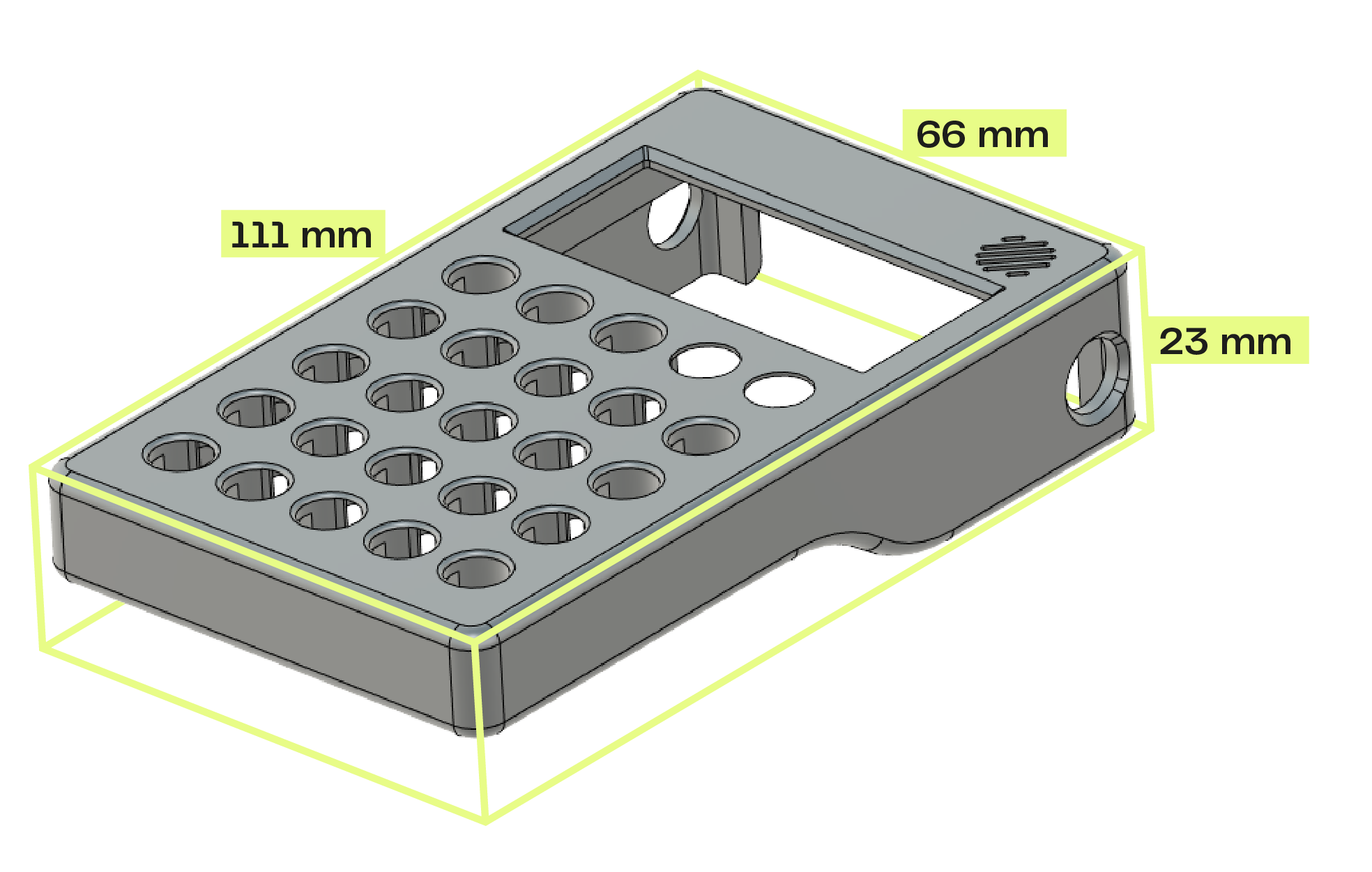
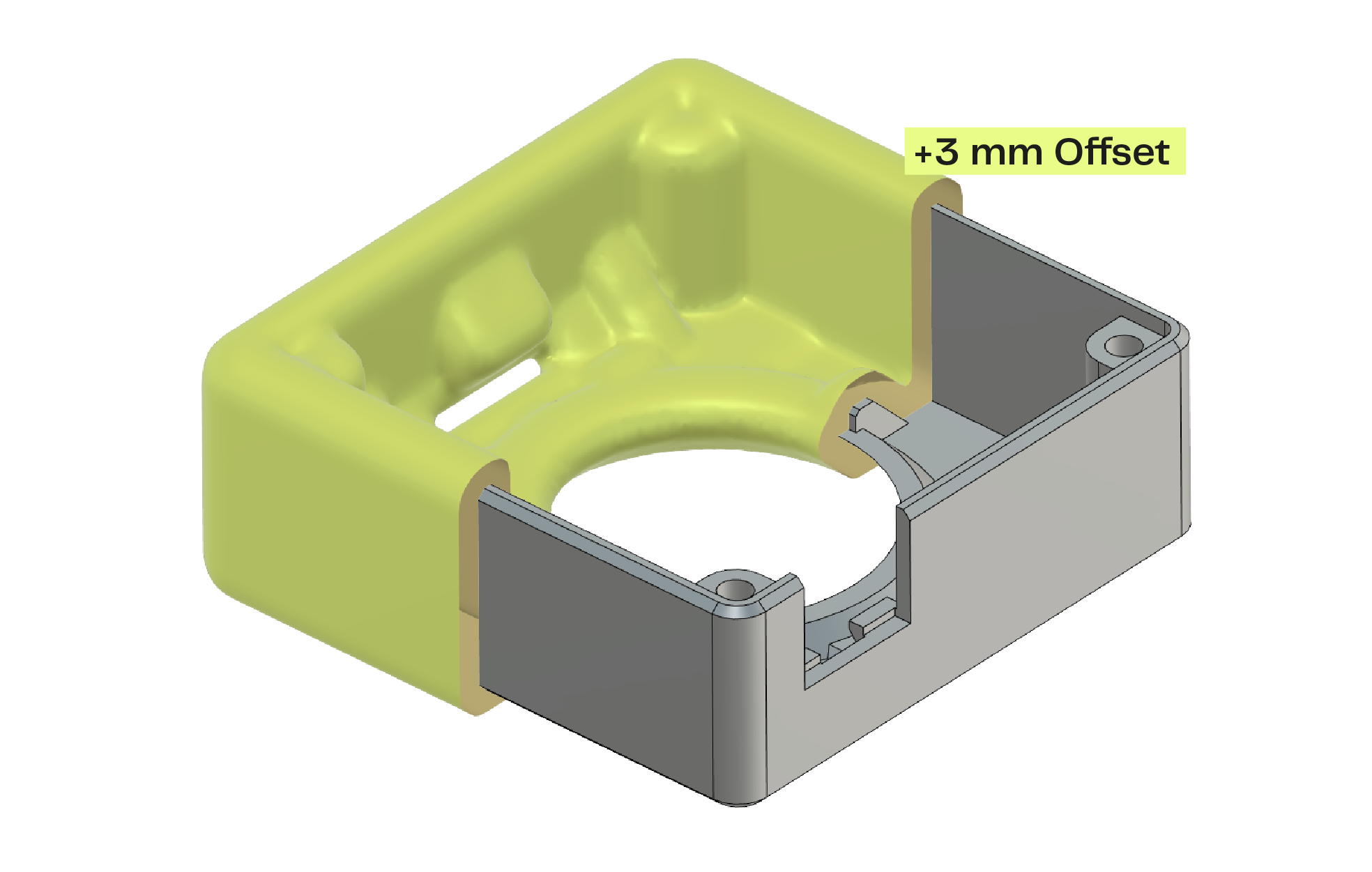
XYZ Boundary Box Pricing
Low-Density Pricing
PA12 Nylon is priced for SLS technology using either XYZ boundary box pricing or Low-Density pricing. Your part will be priced using the method that generates the most economical price for your geometry. You can find more information on our pricing page, including tips and tricks to achieve better prices.
The machine tolerance of our SLS technology is ±0.1 mm. This tolerance does not translate to all parts 3D printed in PA12 Nylon. Different geometries shrink at a different rate as they are cooled during the printing process causing dimensional variance. Read more about tolerance and accuracy here.
| 3D Printing Technology | 95% of printed parts | Guaranteed Tolerance* | Guaranteed Lower Limit | Layer Height |
|---|---|---|---|---|
| Selective Laser Sintering (SLS) | ± 0.15% | ± 0.3% | ± 0.15 mm | 100 microns |
*We use a percentage to calculate the tolerance for a given dimension. For example, an SLS 3D print with a measurement of 100 mm has a permissible range of 99.7 mm to 100.3 mm
Technical data from our material supplier with As Printed finish. Technical Data Sheet | Safety Data Sheet
| General Properties | Test Method | Value |
|---|---|---|
| Colour | - | White |
| Mechanical Properties | Test Method | Value |
|---|---|---|
| Sintered Part Density | Internal | 0.95 g/cm3 |
| Tensile Strength, Ultimate | ASTM D638 | 50 MPa |
| Tensile Strength, Break | ASTM D638 | 50 MPa |
| Tensile Modulus | ASTM D638 | 1770 MPa |
| Elongation at Yield | ASTM D638 | 14% |
| Elongation at Break | ASTM D638 | 22% |
| Flexural Strength | ASTM D790 | 60 MPa |
| Flexural Modulus | ASTM D790 | 1650 MPa |
| Thermal Properties | Test Method | Value |
|---|---|---|
| Heat Deflection Temperature @ 0.45 MPa @ 1.82 MPa |
ASTM D648 | 182 °C 97 °C |
| Coefficient of Thermal Expansion @ 0-50 °C @ 85-145 °C |
ASTM E831 | 109.5 µm/m-°C 221.7 µm/m-°C |
| Specific Heat Capacity | ASTM E1269 | 1.55 J/g-°C |
| Thermal Conductivity | ASTM E1530 | 0.21 W/m-K |
| Flammability 3.0 mm | UL94 | HB |